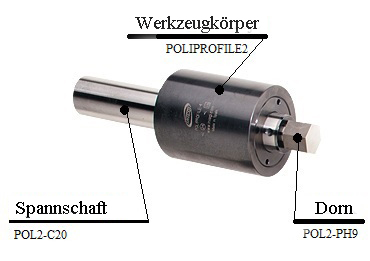
| Werkzeug POLIPROFILE | ||||||
| Bestellnummer | Durchmesser | Spannschaft | Preis ohne MwSt. | Warenkorb | ||
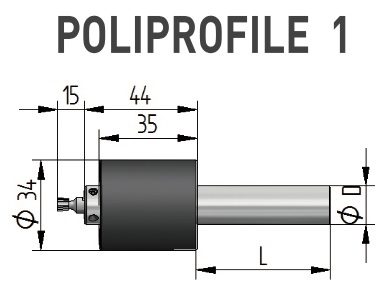
| POLIPROFILE 1 + W10 | 34 mm | Weldon 10 | 707.85 € |  |
||
| Räumdorne | ||||||||
 |
||||||||
| Räumdorne - POLYPROFILE 2 - Sechskantprofil | ||||||||
| Bestellnummer | Sechskantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb | |
| POL2-PH1.2 | 1.2 mm | 8,0 | 1,2 | 28 | 1,8 | 79.38 € | |
|
| POL2-PH1.5 | 1.5 mm | 8,0 | 1,5 | 28 | 2,25 | 79.38 € |
|
|
| POL2-PH2 | 2 mm | 8,0 | 2,0 | 28 | 3,0 | 79.38 € |
|
|
| POL2-PH2.5 | 2.5 mm | 8,0 | 2,5 | 28 | 3,75 | 79.38 € |
|
|
| POL2-PH3 | 3 mm | 8,0 | 3,0 | 28 | 4,5 | 79.38 € |
|
|
| POL2-PH4 | 4 mm | 8,0 | 4,0 | 28 | 6,0 | 79.38 € | |
|
| POL2-PH5 | 5 mm | 8,0 | 5,0 | 28 | 7,5 | 79.38 € |
|
|
| POL2-PH6 | 6 mm | 8,0 | 6,0 | 28 | 9,0 | 79.38 € |
|
|
| POL2-PH7 | 7 mm | 8,0 | 7,0 | 28 | 10,5 | 79.38 € |
|
|
| POL2-PH8 | 8 mm | 8,0 | 8,0 | 28 | 12,0 | 79.38 € |
|
|
| POL2-PH9 | 9 mm | 8,0 | 9,0 | 28 | 13,0 | 79.38 € |
|
|
| POL2-PH10 | 10 mm | 8,0 | 10,0 | 28 | 13,0 | 79.38 € |
|
|
 |
||||||||
| Räumdorne - POLYPROFILE 2 - Torx-Profil | ||||||||
| Bestellnummer | Profil | øD mm | TORX | L mm | LC mm | Preis ohne MwSt. | Warenkorb | |
| POL2-PT6 | TORX 6 | 8,0 | 6 | 28 | 3,0 | 129.47 € | |
|
| POL2-PT8 | TORX 8 | 8,0 | 8 | 28 | 3,8 | 129.47 € | |
|
| POL2-PT10 | TORX 10 | 8,0 | 10 | 28 | 4,6 | 129.47 € | |
|
| POL2-PT15 | TORX 15 | 8,0 | 15 | 28 | 5,4 | 129.47 € | |
|
| POL2-PT20 | TORX 20 | 8,0 | 20 | 28 | 6,2 | 129.47 € | |
|
 |
||||||||
| Räumdorne - POLYPROFILE 2 - Vierkantprofil | ||||||||
| Bestellnummer | Vierkantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb | |
| POL2-PC1.2 | 1.2 mm | 8,0 | 1,2 | 28 | 1,8 | 79.38 € | |
|
| POL2-PC1.5 | 1.5 mm | 8,0 | 1,5 | 28 | 2,25 | 79.38 € |
|
|
| POL2-PC2 | 2 mm | 8,0 | 2,0 | 28 | 3,0 | 79.38 € |
|
|
| POL2-PC3 | 3 mm | 8,0 | 3,0 | 28 | 4,5 | 79.38 € |
|
|
| POL2-PC4 | 4 mm | 8,0 | 4,0 | 28 | 6,0 | 79.38 € |
|
|
| POL2-PC5 | 5 mm | 8,0 | 5,0 | 28 | 7,5 | 79.38 € | |
|
| POL2-PC6 | 6 mm | 8,0 | 6,0 | 28 | 9,0 | 79.38 € |
|
|
| POL2-PC7 | 7 mm | 8,0 | 7,0 | 28 | 10,5 | 79.38 € |
|
|
| POL2-PC8 | 8 mm | 8,0 | 8,0 | 28 | 12,0 | 79.38 € | |
|
 Zurück zur Werkzeugübersicht POLYPROFILE Zurück zur Werkzeugübersicht POLYPROFILE |
||||||||
| Werkzeug POLIPROFILE | ||||||
| Bestellnummer | Durchmesser | Spannschaft | Preis ohne MwSt. | Warenkorb | ||
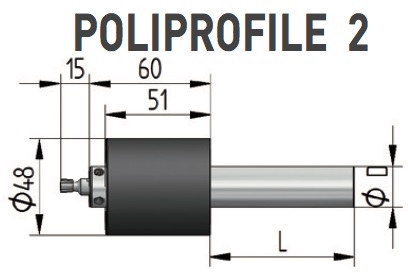
| POLIPROFILE 2 + W16 | 48 mm | Weldon 16 | 809.49 € | |
||
| POLIPROFILE 2 + VDI20 | 48 mm | VDI 20 | 897.82 € | |
||
| POLIPROFILE 2 + VDI30 | 48 mm | VDI 30 | 897.82 € | |
||
| Räumdorne | ||||||||
|
||||||||
| Räumdorne - POLYPROFILE 2 - Sechskantprofil | ||||||||
| Bestellnummer | Sechskantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb | |
| POL2-PH1.2 | 1.2 mm | 8,0 | 1,2 | 28 | 1,8 | 79.38 € | |
|
| POL2-PH1.5 | 1.5 mm | 8,0 | 1,5 | 28 | 2,25 | 79.38 € |
|
|
| POL2-PH2 | 2 mm | 8,0 | 2,0 | 28 | 3,0 | 79.38 € |
|
|
| POL2-PH2.5 | 2.5 mm | 8,0 | 2,5 | 28 | 3,75 | 79.38 € |
|
|
| POL2-PH3 | 3 mm | 8,0 | 3,0 | 28 | 4,5 | 79.38 € |
|
|
| POL2-PH4 | 4 mm | 8,0 | 4,0 | 28 | 6,0 | 79.38 € | |
|
| POL2-PH5 | 5 mm | 8,0 | 5,0 | 28 | 7,5 | 79.38 € |
|
|
| POL2-PH6 | 6 mm | 8,0 | 6,0 | 28 | 9,0 | 79.38 € |
|
|
| POL2-PH7 | 7 mm | 8,0 | 7,0 | 28 | 10,5 | 79.38 € |
|
|
| POL2-PH8 | 8 mm | 8,0 | 8,0 | 28 | 12,0 | 79.38 € |
|
|
| POL2-PH9 | 9 mm | 8,0 | 9,0 | 28 | 13,0 | 79.38 € |
|
|
| POL2-PH10 | 10 mm | 8,0 | 10,0 | 28 | 13,0 | 79.38 € |
|
|
|
||||||||
| Räumdorne - POLYPROFILE 2 - Torx-Profil | ||||||||
| Bestellnummer | Profil | øD mm | TORX | L mm | LC mm | Preis ohne MwSt. | Warenkorb | |
| POL2-PT6 | TORX 6 | 8,0 | 6 | 28 | 3,0 | 129.47 € | |
|
| POL2-PT8 | TORX 8 | 8,0 | 8 | 28 | 3,8 | 129.47 € | |
|
| POL2-PT10 | TORX 10 | 8,0 | 10 | 28 | 4,6 | 129.47 € | |
|
| POL2-PT15 | TORX 15 | 8,0 | 15 | 28 | 5,4 | 129.47 € | |
|
| POL2-PT20 | TORX 20 | 8,0 | 20 | 28 | 6,2 | 129.47 € | |
|
|
||||||||
| Räumdorne - POLYPROFILE 2 - Vierkantprofil | ||||||||
| Bestellnummer | Vierkantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb | |
| POL2-PC1.2 | 1.2 mm | 8,0 | 1,2 | 28 | 1,8 | 79.38 € | |
|
| POL2-PC1.5 | 1.5 mm | 8,0 | 1,5 | 28 | 2,25 | 79.38 € |
|
|
| POL2-PC2 | 2 mm | 8,0 | 2,0 | 28 | 3,0 | 79.38 € |
|
|
| POL2-PC3 | 3 mm | 8,0 | 3,0 | 28 | 4,5 | 79.38 € |
|
|
| POL2-PC4 | 4 mm | 8,0 | 4,0 | 28 | 6,0 | 79.38 € |
|
|
| POL2-PC5 | 5 mm | 8,0 | 5,0 | 28 | 7,5 | 79.38 € | |
|
| POL2-PC6 | 6 mm | 8,0 | 6,0 | 28 | 9,0 | 79.38 € |
|
|
| POL2-PC7 | 7 mm | 8,0 | 7,0 | 28 | 10,5 | 79.38 € |
|
|
| POL2-PC8 | 8 mm | 8,0 | 8,0 | 28 | 12,0 | 79.38 € | |
|
| Zurück zur Werkzeugübersicht POLYPROFILE |
||||||||
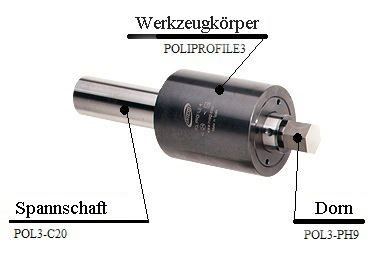
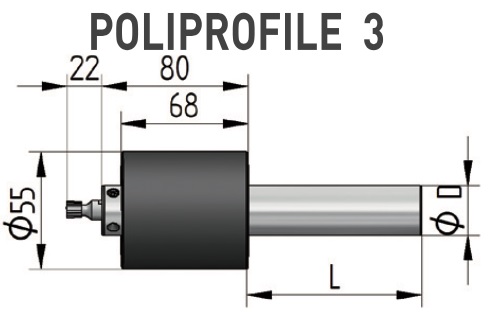
| Werkzeug POLIPROFILE | ||||||
| Bestellnummer | Durchmesser | Spannschaft | Preis ohne MwSt. | Warenkorb | ||
| POLIPROFILE 3 + W20 | 50 mm | Weldon 20 | 849.42 € | |
||
| POLIPROFILE 3 + VDI20 | 50 mm | VDI 20 | 937.75 € | |
||
| POLIPROFILE 3 + VDI30 | 50 mm | VDI 30 | 937.75 € | |
||
| Räumdorne | ||||||||
|
||||||||
| Räumdorne - POLYPROFILE 3 - Sechskantprofil | ||||||||
| Bestellnummer | Sechskantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb | |
| POL3-PH1.2 | 1.2 mm | 10,0 | 1,2 | 45 | 1,8 | 79.38 € | |
|
| POL3-PH1.5 | 1.5 mm | 10,0 | 1,5 | 45 | 2,25 | 79.38 € |
|
|
| POL3-PH2 | 2 mm | 10,0 | 2,0 | 45 | 3,0 | 79.38 € |
|
|
| POL3-PH2.5 | 2.5 mm | 10,0 | 2,5 | 45 | 3,75 | 79.38 € |
|
|
| POL3-PH3 | 3 mm | 10,0 | 3,0 | 45 | 4,5 | 79.38 € |
|
|
| POL3-PH4 | 4 mm | 10,0 | 4,0 | 45 | 6,0 | 79.38 € | |
|
| POL3-PH5 | 5 mm | 10,0 | 5,0 | 45 | 7,5 | 79.38 € | |
|
| POL3-PH6 | 6 mm | 10,0 | 6,0 | 45 | 9,0 | 79.38 € |
|
|
| POL3-PH7 | 7 mm | 10,0 | 7,0 | 45 | 10,5 | 79.38 € | |
|
| POL3-PH8 | 8 mm | 10,0 | 8,0 | 45 | 12,0 | 79.38 € | |
|
| POL3-PH9 | 9 mm | 10,0 | 9,0 | 45 | 13,5 | 79.38 € |
|
|
| POL3-PH10 | 10 mm | 10,0 | 10,0 | 45 | 15,0 | 79.38 € |
|
|
| POL3-PH11 | 11 mm | 10,0 | 11,0 | 45 | 16,5 | 79.38 € | |
|
| POL3-PH12 | 12 mm | 10,0 | 12,0 | 45 | 18,0 | 79.38 € |
|
|
| POL3-PH14 | 14 mm | 10,0 | 14,0 | 45 | 20,0 | 79.38 € |
|
|
|
||||||||
| Räumdorne - POLYPROFILE 3 - Torx-Profil | ||||||||
| Bestellnummer | Profil | øD mm | TORX | L mm | LC mm | Preis ohne MwSt. | Warenkorb | |
| POL3-PT6 | TORX 6 | 10,0 | 6 | 45 | 3,0 | 129.47 € | |
|
| POL3-PT8 | TORX 8 | 10,0 | 8 | 45 | 3,8 | 129.47 € | |
|
| POL3-PT10 | TORX 10 | 10,0 | 10 | 45 | 4,6 | 129.47 € | |
|
| POL3-PT15 | TORX 15 | 10,0 | 15 | 45 | 5,4 | 129.47 € | |
|
| POL3-PT20 | TORX 20 | 10,0 | 20 | 45 | 6,2 | 129.47 € | |
|
| POL3-PT25 | TORX 25 | 10,0 | 25 | 45 | 6,5 | 129.47 € | |
|
| POL3-PT30 | TORX 30 | 10,0 | 30 | 45 | 7,0 | 129.47 € | |
|
| POL3-PT40 | TORX 40 | 10,0 | 40 | 45 | 8,0 | 129.47 € | |
|
| POL3-PT45 | TORX 45 | 10,0 | 45 | 45 | 9,0 | 129.47 € | |
|
|
||||||||
| Räumdorne - POLYPROFILE 3 - Vierkantprofil | ||||||||
| Bestellnummer | Vierkantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb | |
| POL3-PC1.2 | 1.2 mm | 10,0 | 1,2 | 45 | 1,8 | 79.38 € | |
|
| POL3-PC1.5 | 1.5 mm | 10,0 | 1,5 | 45 | 2,25 | 79.38 € |
|
|
| POL3-PC2 | 2 mm | 10,0 | 2,0 | 45 | 3,0 | 79.38 € |
|
|
| POL3-PC2.5 | 2.5 mm | 10,0 | 2,5 | 45 | 3,75 | 79.38 € |
|
|
| POL3-PC3 | 3 mm | 10,0 | 3,0 | 45 | 4,5 | 79.38 € |
|
|
| POL3-PC4 | 4 mm | 10,0 | 4,0 | 45 | 6,0 | 79.38 € | |
|
| POL3-PC5 | 5 mm | 10,0 | 5,0 | 45 | 7,5 | 79.38 € |
|
|
| POL3-PC6 | 6 mm | 10,0 | 6,0 | 45 | 9,0 | 79.38 € |
|
|
| POL3-PC7 | 7 mm | 10,0 | 7,0 | 45 | 10,5 | 79.38 € | |
|
| POL3-PC8 | 8 mm | 10,0 | 8,0 | 45 | 12,0 | 79.38 € |
|
|
| POL3-PC9 | 9 mm | 10,0 | 9,0 | 45 | 13,5 | 79.38 € |
|
|
| POL3-PC10 | 10 mm | 10,0 | 10,0 | 45 | 15,0 | 79.38 € | |
|
| Zurück zur Werkzeugübersicht POLYPROFILE |
||||||||
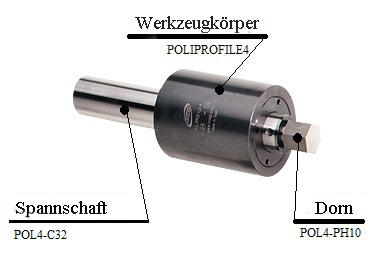
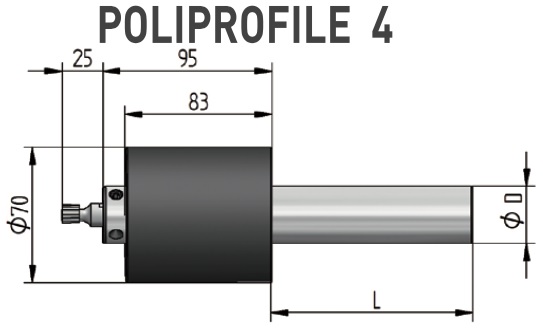
| Werkzeug POLIPROFILE | |||||
| Bestellnummer | Durchmesser | Spannschaft | Preis ohne MwSt. | Warenkorb | |
| POLIPROFILE 4 + W25 | 70 mm | Weldon 25 | 937.75 € | |
|
| POLIPROFILE 4 + VDI30 | 70 mm | VDI 30 | 1073.27 € | |
|
| POLIPROFILE 4 + VDI40 | 70 mm | VDI 40 | 1073.27 € | |
|
| Räumdorne | ||||||||
|
||||||||
| Räumdorne - POLYPROFILE 4 - Sechskantprofil | ||||||||
| Bestellnummer | Sechskantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb | |
| POL4-PH2.5 | 2.5 mm | 16,0 | 2,5 | 50 | 3,75 | 86.59 € | |
|
| POL4-PH3 | 3 mm | 16,0 | 3,0 | 50 | 4,5 | 86.59 € |
|
|
| POL4-PH4 | 4 mm | 16,0 | 4,0 | 50 | 6,0 | 86.59 € |
|
|
| POL4-PH5 | 5 mm | 16,0 | 5,0 | 50 | 7,5 | 86.59 € |
|
|
| POL4-PH6 | 6 mm | 16,0 | 6,0 | 50 | 9,0 | 86.59 € |
|
|
| POL4-PH8 | 8 mm | 16,0 | 8,0 | 50 | 12,0 | 86.59 € | |
|
| POL4-PH10 | 10 mm | 16,0 | 10,0 | 50 | 15,0 | 86.59 € |
|
|
| POL4-PH12 | 12 mm | 16,0 | 12,0 | 50 | 18,0 | 86.59 € |
|
|
| POL4-PH14 | 14 mm | 16,0 | 14,0 | 50 | 21,0 | 86.59 € | |
|
| POL4-PH16 | 16 mm | 16,0 | 16,0 | 50 | 24,0 | 91.23 € |
|
|
| POL4-PH17 | 17 mm | 16,0 | 17,0 | 50 | 24,0 | 91.23 € |
|
|
| POL4-PH18 | 18 mm | 16,0 | 18,0 | 50 | 24,0 | 91.23 € | |
|
| POL4-PH19 | 19 mm | 16,0 | 19,0 | 50 | 24,0 | 91.23 € |
|
|
| POL4-PH22 | 22 mm | 16,0 | 22,0 | 50 | 24,0 | 91.23 € |
|
|
| POL4-PH24 | 24 mm | 16,0 | 24,0 | 50 | 24,0 | 91.23 € | |
|
|
||||||||
| Räumdorne - POLYPROFILE 4 - Torx-Profil | ||||||||
| Bestellnummer | Profil | øD mm | TORX | L mm | LC mm | Preis ohne MwSt. | Warenkorb | |
| POL4-PT10 | TORX 10 | 16,0 | 10 | 50 | 4,6 | 141.57 € | |
|
| POL4-PT15 | TORX 15 | 16,0 | 15 | 50 | 5,4 | 141.57 € | |
|
| POL4-PT20 | TORX 20 | 16,0 | 20 | 50 | 6,2 | 141.57 € | |
|
| POL4-PT25 | TORX 25 | 16,0 | 25 | 50 | 6,5 | 141.57 € | |
|
| POL4-PT30 | TORX 30 | 16,0 | 30 | 50 | 7,0 | 141.57 € | |
|
| POL4-PT40 | TORX 40 | 16,0 | 40 | 50 | 8,0 | 141.57 € | |
|
| POL4-PT45 | TORX 45 | 16,0 | 45 | 50 | 9,0 | 141.57 € | |
|
|
||||||||
| Räumdorne - POLYPROFILE 4 - Vierkantprofil | ||||||||
| Bestellnummer | Vierkantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb | |
| POL4-PC2.5 | 2.5 mm | 16,0 | 2,5 | 50 | 3,75 | 79.38 € | |
|
| POL4-PC3 | 3 mm | 16,0 | 3,0 | 50 | 4,5 | 79.38 € |
|
|
| POL4-PC4 | 4 mm | 16,0 | 4,0 | 50 | 6,0 | 79.38 € |
|
|
| POL4-PC5 | 5 mm | 16,0 | 5,0 | 50 | 7,5 | 79.38 € |
|
|
| POL4-PC6 | 6 mm | 16,0 | 6,0 | 50 | 9,0 | 79.38 € |
|
|
| POL4-PC8 | 8 mm | 16,0 | 8,0 | 50 | 12,0 | 79.38 € | |
|
| POL4-PC10 | 10 mm | 16,0 | 10,0 | 50 | 15,0 | 79.38 € |
|
|
| POL4-PC12 | 12 mm | 16,0 | 12,0 | 50 | 18,0 | 79.38 € |
|
|
| POL4-PC14 | 14 mm | 16,0 | 14,0 | 50 | 20,0 | 79.38 € | |
|
| POL4-PC16 | 16 mm | 16,0 | 16,0 | 50 | 20,0 | 91.23 € |
|
|
| Zurück zur Werkzeugübersicht POLYPROFILE |
||||||||

| Werkzeug POLIPROFILE | ||||||
| Bestellnummer | Durchmesser | Spannschaft | Preis ohne MwSt. | Warenkorb | ||
| POLIPROFILE R3 + W20 | 52 mm | Weldon 20 | 1355.20 € | |
||
| POLIPROFILE R3 + W25 | 52 mm | Weldon 25 | 1355.20 € | |
||
| POLIPROFILE R3 + W32 | 52 mm | Weldon 32 | 1355.20 € | |
||
| Räumdorne | ||||||||
|
||||||||
| Räumdorne - POLYPROFILE R3 - Sechskantprofil | ||||||||
| Bestellnummer | Sechskantprofil | øD mm | A/F mm | L mm | LC mm | Preis ohne MwSt. | Warenkorb | |
| POLR3-PH1.5 | 1,5 mm | 12,0 | 1,5 | 55 | 2,3 | 72.72 € | |
|
| POLR3-PH2.0 | 2,0 mm | 12,0 | 2,0 | 55 | 3,0 | 72.72 € | |
|
| POLR3-PH7.0 | 7,0 mm | 12,0 | 7,0 | 55 | 10,0 | 72.72 € | |
|
| POLR3-PH9.0 | 9,0 mm | 12,0 | 9,0 | 55 | 13,4 | 72.72 € | |
|
| POLR3-PH11.0 | 11,0 mm | 12,0 | 11,0 | 55 | 15,4 | 72.72 € | |
|
| POLR3-PH13.0 | 13,0 mm | 12,0 | 13,0 | 55 | 17,4 | 72.72 € | |
|
| POLR3-PH15.0 | 15,0 mm | 12,0 | 15,0 | 55 | 19,0 | 72.72 € | |
|
| POLR3-PH16.0 | 16,0 mm | 12,0 | 16,0 | 55 | 19,0 | 72.72 € | |
|
| Zurück zur Werkzeugübersicht POLYPROFILE |
||||||||

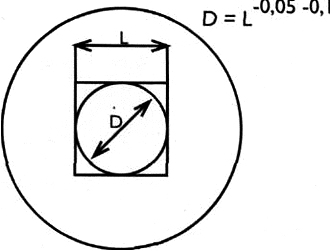
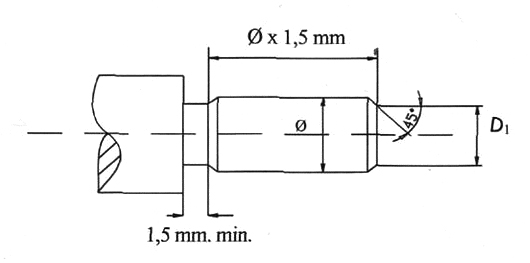
| Vorbohrdurchmesser für Torx-Profil | |||||||||
| Torx | T6 | T8 | T10 | T15 | T20 | T25 | T30 | T40 | T45 |
| ø [mm] | 1,33 | 1,79 | 2,10 | 2,48 | 2,89 | 3,34 | 4,12 | 4,96 | 5,76 |
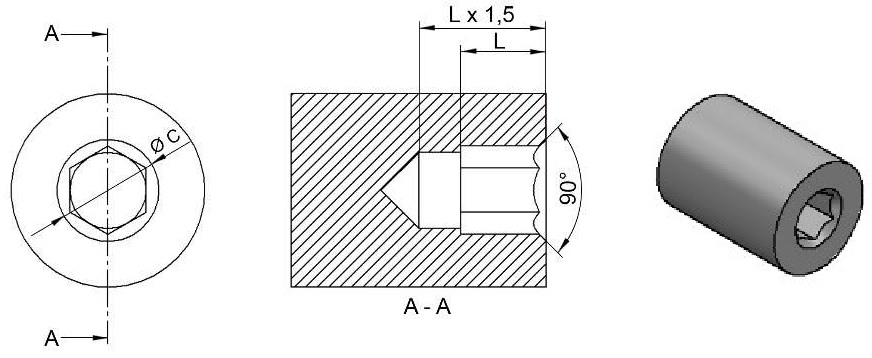
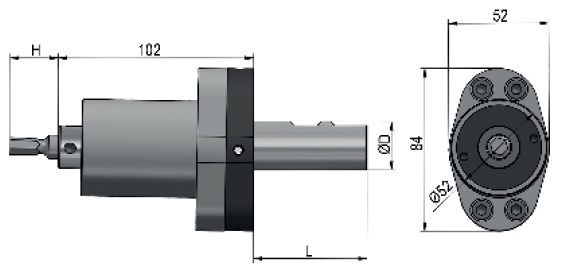
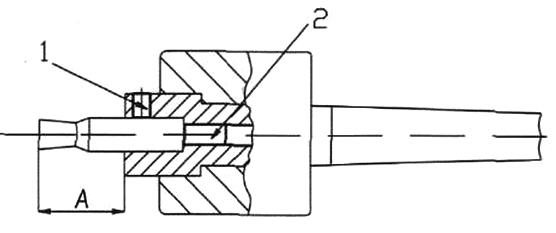
| Model | A |
| POLIPROFILE 1 | 15mm |
| POLIPROFILE 2 | 15mm |
| POLIPROFILE 3 | 22mm |
| POLIPROFILE 4 | 25mm |
| Material | Vorschub mm/rev | |||||
| Sechskantprofil | Vierkantprofil | Torx-Profil | ||||
| <14mm | >14mm | <12mm | >12mm | <T25 | >T27 | |
| Stahl <800 N/mm2 | 0,10 | 0,08 | 0,06 | 0,04 | 0,10 | 0,08 |
| Stahl 600-800 N/mm2 | 0,08 | 0,06 | 0,05 | 0,03 | 0,08 | 0,06 |
| Stahl 800-1200 N/mm2 | 0,06 | 0,03 | 0,03 | 0,02 | 0,05 | 0,03 |
| Rostfreier Stahl <850 N/mm2 | 0,08 | 0,06 | 0,04 | 0,03 | 0,08 | 0,06 |
| Rostfreier Stahl >850 N/mm2 | 0,04 | 0,03 | 0,03 | 0,02 | 0,04 | 0,03 |
| Aluminium | 0,10 | 0,08 | 0,08 | 0,06 | 0,10 | 0,08 |
| Bronze | 0,08 | 0,06 | 0,07 | 0,05 | 0,08 | 0,06 |
| Titan <700 N/mm2 | 0,08 | 0,06 | 0,07 | 0,05 | 0,08 | 0,06 |
| Titanlegierungen >700 N/mm2 | 0,03 | 0,02 | 0,02 | 0,02 | 0,03 | 0,02 |

| Problem | Behebung |
| Die Maschine stoppt | - Stellen Sie sicher, dass der Dorn nicht beschädigt oder stumpf ist - Prüfen Sie, ob sich der Dorn frei dreht - Futter reduzieren - Vorbohr-Ø erhöhen |
| Die bearbeitete Form verwandelt sich in eine Spirale | - Wechseln Sie während der Bearbeitung mehrmals die Drehrichtung - Verwenden Sie die Positionierungsstange ab Beginn des Räumens - Entfernen Sie während der Arbeit die angesammelten Späne vor dem Dorn (es ist notwendig, von Anfang an die Positionierungsstange zu verwenden) |
| Die Kanten des Stempels verschlechtern sich schnell | - Einlauffase vergrößern - Reduzieren Sie die Umdrehungen und speisen Sie am Eingang ein, bis der Dorn schafft es, sich in das Werkstück einzugraben |
 |
| OCTOPUSTOOLS s.r.o. Raisova 778, 251 01 Říčany IČ: 28954122, DIČ: CZ28954122 |
| E-mail: handel@octopustools.de | Tel.: +420 603 449 503 (English) |